
Study on Thermal Fatigue Properties of 4Cr5Mo2V Steel with Nickel or Cobalt
Time:2020-05-03 08:13:30 / Popularity: / Source:
Through statistics on a large number of die-casting products, it is found that thermal fatigue cracking in early failure of die-casting mold in actual production is the most common and major failure form, failure rate reaches 60% to 70%. Studying mechanism of thermal fatigue failure is very important to extend service life of mold. M.MUHIČ believes that tensile stress during cooling of cycle is responsible for formation of local cracks in oxide layer and crack fill. Due to brittleness of oxide layer, difference in thermal expansion properties between oxide layer and base steel, cracks propagate, and crack tips are subsequently oxidized. D KLOBČAR further studied thermal cracks of aluminum alloy die casting mold and found that initial growth of thermal fatigue cracks was promoted by increasing volume of oxide layer; at the same time, cracks of cast alloy entering surface layer caused material to soften and promote crack growth, finally oxidation of working surface and crack surface promotes crack growth. However, above test scheme is generally a method of directly cooling and heating sample, and does not consider scouring effect of aluminum liquid on thermal fatigue performance.
Test adopts a self-designed thermal fatigue test device to perform thermal fatigue + thermal melting loss test, and comprehensively studies thermal fatigue performance of 4Cr5Mo2V steel after adding 1% Ni and Co to surface morphology of sample. 4Cr5Mo2V steel is the most commonly used high-end hot work die steel in domestic market, with good thermal wear and plastic deformation capabilities. Ni is a non-carbide-forming element. It strengthens ferrite and refines pearlite in steel, while increasing strength of steel, it has less impact on toughness, plasticity and other process properties of steel than other alloy elements. Co is also a non-carbide-forming element, which can improve heat strength and high temperature hardness of special-purpose steel, but it will cause its plasticity and impact toughness to decrease. Effect of adding 1% Ni or Co on thermal fatigue properties of 4Cr5Mo2V steel is studied to improve overall performance and extend service life of mold.
Test adopts a self-designed thermal fatigue test device to perform thermal fatigue + thermal melting loss test, and comprehensively studies thermal fatigue performance of 4Cr5Mo2V steel after adding 1% Ni and Co to surface morphology of sample. 4Cr5Mo2V steel is the most commonly used high-end hot work die steel in domestic market, with good thermal wear and plastic deformation capabilities. Ni is a non-carbide-forming element. It strengthens ferrite and refines pearlite in steel, while increasing strength of steel, it has less impact on toughness, plasticity and other process properties of steel than other alloy elements. Co is also a non-carbide-forming element, which can improve heat strength and high temperature hardness of special-purpose steel, but it will cause its plasticity and impact toughness to decrease. Effect of adding 1% Ni or Co on thermal fatigue properties of 4Cr5Mo2V steel is studied to improve overall performance and extend service life of mold.
1 Test materials and methods
01 experiment material
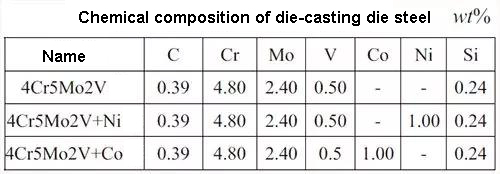
Aluminum die-casting die steel used in test is an annealed sheet steel. Steel types are 4Cr5Mo2V steel, 4Cr5Mo2V steel containing 1% Ni (hereinafter referred to as 4Cr5Mo2V + Ni steel), and 4Cr5Mo2V steel containing 1% Co (hereinafter referred to as 4Cr5Mo2V + Co steel). Its chemical composition is shown in Table 1.

Test used a commonly used cast aluminum alloy ADC12, and its chemical composition is shown in Table 2.
02 experiment method

Figure 1 Cylindrical thermal fatigue specimen with platform
Annealed 4Cr5Mo2V steel, 4Cr5Mo2V + Ni steel, and 4Cr5Mo2V + Co steel are processed into a cylindrical belt platform sample as shown in Figure 1, then tempered twice after vacuum gas quenching. Hardness of sample is 45 ~ 48HRC, and oxide scale is removed by fine grinding. A self-designed thermal fatigue device was used for testing. In order to ensure that surface area of sample in contact with molten aluminum was same, that is, ϕ15mm * 30mm, upper half of sample was protected with a graphite protective sleeve, that is, ϕ9mm * 30mm.
Rotary heating of sample in aluminum liquid and spin cooling in release agent are essentially dynamic melting loss + thermal fatigue test. Rotation time is set to 10s, cooling time is set to 10s, upper and lower strokes of mechanism are each 15s, and thermal fatigue cycle is 100s after each completion. Temperature of molten aluminum is 800℃, cooling method is cooling of release agent at room temperature, rotation speed of sample is 120 r / min. Weigh sample before test. After 300, 600, and 1000 cycles, remove sample, wash aluminum alloy adhered to sample with a saturated NaOH aqueous solution, and dilute surface oxide with dilute hydrochloric acid. Observe thermal fatigue crack morphology of sample surface with a microscope, analyze sample section with a scanning electron microscope, and evaluate thermal fatigue performance of mold steel. Considering that there will be a small amount of oxides on the surface of sample to participate in thermal fatigue process, thickness of oxide layer, density and binding force of substrate cannot be controlled. After thermal fatigue test is completed, sample is cut into two parts, body is immediately pickled to remove oxide layer covering observation surface due to high temperature heating and chilled water cooling during test. Small discs is used to directly observe section.
Rotary heating of sample in aluminum liquid and spin cooling in release agent are essentially dynamic melting loss + thermal fatigue test. Rotation time is set to 10s, cooling time is set to 10s, upper and lower strokes of mechanism are each 15s, and thermal fatigue cycle is 100s after each completion. Temperature of molten aluminum is 800℃, cooling method is cooling of release agent at room temperature, rotation speed of sample is 120 r / min. Weigh sample before test. After 300, 600, and 1000 cycles, remove sample, wash aluminum alloy adhered to sample with a saturated NaOH aqueous solution, and dilute surface oxide with dilute hydrochloric acid. Observe thermal fatigue crack morphology of sample surface with a microscope, analyze sample section with a scanning electron microscope, and evaluate thermal fatigue performance of mold steel. Considering that there will be a small amount of oxides on the surface of sample to participate in thermal fatigue process, thickness of oxide layer, density and binding force of substrate cannot be controlled. After thermal fatigue test is completed, sample is cut into two parts, body is immediately pickled to remove oxide layer covering observation surface due to high temperature heating and chilled water cooling during test. Small discs is used to directly observe section.
2 Test results and analysis
01 Super Depth Microscope Analysis

Fig.2 Super-depth depth morphology of surface and substrate of sample after 300 thermal fatigue cycles
Figure 2 shows super-depth-surface morphology of sample taken at same magnification after 300 thermal fatigue cycles, which are mainly composed of surface oxide and matrix. Observation of surface revealed that cracks mainly appeared in oxide region of surface, but substrate had no obvious cracks. Fe-Al-O mixed oxides are usually formed on the surface of aluminum alloy die-casting mold parts at high temperatures. This layer of mixed oxides does not wet with aluminum liquid, which protects internal matrix from direct contact with molten aluminum liquid and improves service life of mold. Similar oxides were also formed in this test, which had little effect on thermal fatigue performance of substrate during the first 300 cycles. As shown in Figure 2 (d), (e), (f), there are no obvious cracks on the surface of substrate after pickling.

Fig.3 Super depth of field morphology of surface and substrate of sample after 1,000 thermal fatigue cycles
Figure 3 shows super-depth-field morphology of sample surface taken at same magnification after 1000 thermal fatigue cycles. By comparison, it was found that after 1000 cycles, surface oxide cracks were unevenly distributed, a small amount of cracks and pits were also generated on substrate. As number of cycles increases, sample undergoes continuous tempering, surface hardness of substrate decreases, effect of aluminum scouring becomes greater, exposing more substrates to react with oxygen in the air, resulting oxides are further cracked due to different thermal expansion coefficients of substrate, aluminum solution continues to flush substrate, causing defects in substrate. As shown in Figures 3 (d), (e), and (f), a small amount of micro thermal cracks occurred in three types of steel, 4Cr5Mo2V + Co steel had the smallest crack density and had better thermal fatigue performance.
02 Scanning electron microscope analysis
After 1000 thermal fatigue cycles were completed, samples were taken for wire cutting, and thin sections were cut out to observe section. Remaining main body was used to observe reserved platform surface. Scanning electron microscopy was used to analyze differences in thermal fatigue crack morphology of three types of steel. .
001 Surface topography analysis

Figure 4 Surface morphology of three mold steel samples after 1000 cycles at low magnification
Figure 4 shows surface morphology of sample taken at a low magnification by a scanning electron microscope, which is mainly divided into two regions, gray region is matrix tissue, white or black granular region is oxide aggregation region. Through comparison, it can be found that, under same hydrochloric acid concentration and same pickling time, order of oxide distribution on the surface of sample is 4Cr5Mo2V steel, 4Cr5Mo2V + Ni steel, 4Cr5Mo2V + Co steel. Obviously, addition of 1% Co or Ni improves high temperature oxidation resistance of 4Cr5Mo2V steel.

Figure 5 Surface morphology of three mold steel samples after 1,000 cycles at high magnification
Further analysis of matrix structure. Figure 5 shows surface morphology of sample taken at a high magnification of scanning electron microscope. Surface of 4Cr5Mo2V steel substrate is large and numerous, and cracks are coarse. Surface cracks of 4Cr5Mo2V + Co steel and 4Cr5Mo2V + Ni steel are smaller, and concave areas of two are more evenly distributed. 4Cr5Mo2V steel is a high-Mo low-V steel. Mo can improve hardenability, inhibit precipitation of carbides at grain boundaries and bainite transformation, improve tempering resistance and hot cracking resistance. Addition of Ni and Co non-carbide-forming elements improves hardness, so increase in substrate hardness during low-cycle cycles is beneficial to reduce degree of damage to surface of substrate.
002 Section topography and composition analysis

Fig.6 Cross-section morphology of oxide layer on the surface of substrate
Scanning electron microscope was used to observe cross section of sample after 1000 cycles. Shape of black layer on substrate is shown in Figure 6. Under 1000 cycles, matrix of three steel samples did not show obvious crack growth in depth direction. The most uniform distribution of oxide layer was 4Cr5Mo2V + Co steel, and oxide layer was less cracked or broken. Thickness of oxide layer is 15 ~ 45μm. Cracks in oxide layers of three steel samples all extend to boundary between substrate and oxide layer. It shows that there was no severe melting loss on surface within 1000 cycles, but an oxide layer was formed. As main source of surface thermal fatigue cracks, cracks propagate inward to boundary, while thermal fatigue performance of oxide layer of 4Cr5Mo2V + Co steel is better, no obvious crack growth occurred.

Fig.7 Scanning analysis of matrix-oxide layer of three kinds of mold steel samples after 1 000 cycles
Figure 7 shows a picture of sample section taken by a scanning electron microscope, and results of EDS spectrum analysis of Fe and O are attached. By composition analysis, it was determined that composition of cross-section surface layer of three types of mold steel samples was an oxide layer mainly composed of Fe. Fe and O have sharp changes in critical regions of layer close to substrate and to outer surface. It can be judged that surface of three types of mold steel samples after 1000 cycles is mainly oxides, not melt loss products. Sample steel is subjected to a short time of chilling and heat coupled with interaction with outside air, resulting in oxidation of sample surface during multiple thermal fatigue cycles. Oxide layer plays a role in preventing melting loss. Therefore, through analysis of EDS energy spectrum, there is no aluminum element adhered to surface after obvious melting loss.
03 Analysis of melting loss

Figure 8 Heavy melting loss of mold steel samples after 300 or 1000 cycles
Melting loss weight data of mold steel sample is shown in Figure 8. As number of cycles increases, melting loss weight of test steel gradually increases. Comparison found that weight loss of 4Cr5Mo2V + Co steel and 4Cr5Mo2V + Ni steel after 300 cycles was lower than that of 4Cr5Mo2V steel, which were 0.297 and 0.2773g respectively. After 1000 cycles, melting loss did not increase sharply, and weight loss of 4Cr5Mo2V steel was 3.1629g. Addition of Co and Ni is only 0.9444 and 0.8515g. Compared with results of dynamic thermal melting loss test, trend is same but melting loss is reduced, which indicates that addition of Co and Ni can improve melting loss resistance of mold steel samples.
Recommended
Related
- Motor Support Plate Die-Casting Process Design and Optimization07-29
- A Comprehensive Guide to Hot Runner Thermostats in Injection Molds: How Experts Choose, Use, and Rep07-29
- Hydraulic Cylinder Core Pulling Design Considerations07-28
- Interpreting Four Key Parameters of Injection Molding and Their Impact on Product Quality07-28
- Taking silicone oil fan clutch housing as an example, let's discuss analytical logic of leakage07-27