
16 complete list of deburring process
Time:2020-06-23 09:23:21 / Popularity: / Source:
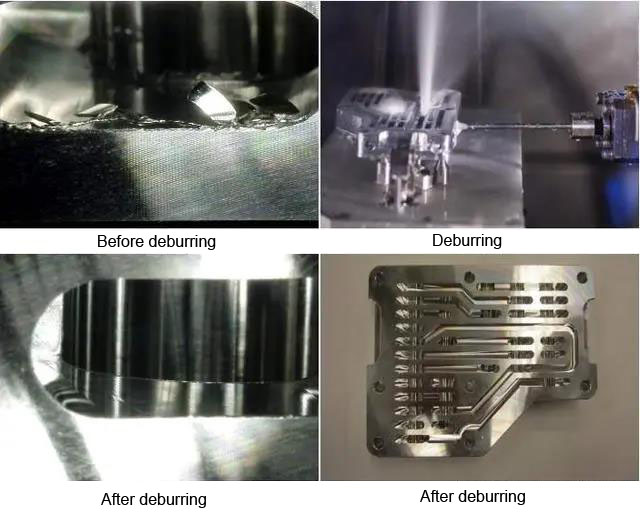
Deburring is one of daily tasks of many gold powders. Let us share with you an encyclopedia of crafts, detailing what burrs are, 6 special methods for deburring, and 10 common crafts. Let's take a look.
1 What is burrs
Burrs are ubiquitous in metal processing. No matter how advanced sophisticated equipment you use, it will be born with product. It is mainly due to plastic deformation of material and an extra iron scrap generated at processing edge of processed material, especially material with good ductility or toughness, which is particularly prone to burrs.
Type of burr mainly includes flashing burrs, sharp burrs, splashes, etc., which are a kind of protruding excess metal residues that do not meet product design requirements. For this problem, so far there is no effective method to eliminate it in production process, so in order to ensure design requirements of product, engineers have to work hard only in later removal. So far, there are many different methods and equipment for removing burrs for different products.
Type of burr mainly includes flashing burrs, sharp burrs, splashes, etc., which are a kind of protruding excess metal residues that do not meet product design requirements. For this problem, so far there is no effective method to eliminate it in production process, so in order to ensure design requirements of product, engineers have to work hard only in later removal. So far, there are many different methods and equipment for removing burrs for different products.

In general, methods of removing burrs can be divided into four categories:
1. Coarse grade (hard contact): this category includes cutting, grinding, file and scraper processing.
2. Ordinary grade (soft contact): this category includes abrasive belt grinding, grinding, elastic wheel grinding and polishing.
3. Precision grade (flexible contact): this category includes flush processing, electrochemical processing, electrolytic grinding and rolling processing.
4. Ultra-precision grade (precision contact): this category includes deburring with abrasive flow, magnetic grinding deburring, electrolytic deburring, thermal deburring, and powerful radium deburring, etc. This type of deburring method can obtain sufficient parts processing accuracy.
When we choose deburring method, we must consider many factors, such as part material characteristics, structural shape, size and precision of parts, especially pay attention to changes in surface roughness, dimensional tolerance, deformation and residual stress.
1. Coarse grade (hard contact): this category includes cutting, grinding, file and scraper processing.
2. Ordinary grade (soft contact): this category includes abrasive belt grinding, grinding, elastic wheel grinding and polishing.
3. Precision grade (flexible contact): this category includes flush processing, electrochemical processing, electrolytic grinding and rolling processing.
4. Ultra-precision grade (precision contact): this category includes deburring with abrasive flow, magnetic grinding deburring, electrolytic deburring, thermal deburring, and powerful radium deburring, etc. This type of deburring method can obtain sufficient parts processing accuracy.
When we choose deburring method, we must consider many factors, such as part material characteristics, structural shape, size and precision of parts, especially pay attention to changes in surface roughness, dimensional tolerance, deformation and residual stress.
2 6 special burr removal methods
1. Electrolytic deburring
So-called electrolytic deburring is a chemical deburring method, which can remove burrs after machining, grinding and stamping, round or chamfer sharp edges of metal parts.

An electrolytic machining method that uses electrolysis to remove burrs from metal parts, referred to as ECD in English. Tool cathode (usually brass) is fixedly placed near burr part of workpiece, and the two are separated by a certain gap (generally 0.3 to 1 mm). Conductive part of tool cathode is aligned with edge of burr, the other surface is covered with an insulating layer, so that electrolytic action is concentrated on burr part.
During processing, cathode of tool is connected to negative pole of DC power supply, and workpiece is connected to positive pole of DC power supply. A low-pressure electrolyte with a pressure of 0.1 to 0.3 MPa (usually an aqueous solution of sodium nitrate or sodium chlorate) flows between workpiece and cathode. When DC power supply is turned on, burr will be dissolved and removed by anode, and will be taken away by electrolyte.
During processing, cathode of tool is connected to negative pole of DC power supply, and workpiece is connected to positive pole of DC power supply. A low-pressure electrolyte with a pressure of 0.1 to 0.3 MPa (usually an aqueous solution of sodium nitrate or sodium chlorate) flows between workpiece and cathode. When DC power supply is turned on, burr will be dissolved and removed by anode, and will be taken away by electrolyte.

Electrolyte is corrosive, workpiece should be cleaned and rust-proofed after deburring. Electrolytic deburring is suitable for removing burrs in hidden parts of cross holes or complex shaped parts in parts. Production efficiency is high, and deburring time generally only takes a few seconds to tens of seconds.
This method is commonly used for deburring gears, splines, connecting rods, valve bodies and crankshaft oil passage openings, as well as sharp corner rounding. Disadvantage is that parts near burrs are also subjected to electrolysis, surface will lose original gloss, and even affect dimensional accuracy.
This method is commonly used for deburring gears, splines, connecting rods, valve bodies and crankshaft oil passage openings, as well as sharp corner rounding. Disadvantage is that parts near burrs are also subjected to electrolysis, surface will lose original gloss, and even affect dimensional accuracy.
2. Deburring of abrasive particles
Abrasive flow processing technology (AFM) is a new finishing deburring process developed in the late 1970s abroad. This process is particularly suitable for burrs that have just entered finishing stage, but it is not suitable for processing small and long holes, metal molds with imperfect bottoms.

3. Deburring by magnetic grinding
During magnetic grinding, workpiece is placed in magnetic field formed by two magnetic poles, magnetic abrasive is placed in the gap between workpiece and magnetic pole. Abrasive is neatly arranged in the direction of magnetic force line under action of magnetic field to form a soft and rigid magnetic abrasive brush. When workpiece rotates in magnetic field for axial vibration, workpiece and abrasive move relative to each other, abrasive brush grinds surface of workpiece; magnetic grinding method can efficiently and quickly grind and deburr parts. It is suitable for parts of various materials, multiple sizes and multiple structures. It is a finishing method with low investment, high efficiency, wide application and good quality.
At present, it is possible to grind and deburr inner and outer surfaces of rotating body, flat parts, gear teeth, complex surfaces, etc., remove oxide scale on the wire, clean printed circuit board.
At present, it is possible to grind and deburr inner and outer surfaces of rotating body, flat parts, gear teeth, complex surfaces, etc., remove oxide scale on the wire, clean printed circuit board.
4. Thermal energy deburring
Thermal deburring (TED) is burning of burrs with high temperature generated after mixture of oxyhydrogen and natural gas is detonated. Oxygen and oxygen or natural gas and oxygen are passed into a closed container and ignited by a spark plug, so that mixed gas detonates in a moment and releases a lot of heat energy to remove burrs. However, after workpiece is burnt, its oxidized powder will adhere to surface of workpiece, must be cleaned or pickled.
5. Mild ultrasonic powerful deburring
Mild ultrasonic powerful deburring is a deburring method that has become popular in recent years. Its cleaning efficiency is 10 to 20 times that of ordinary ultrasonic cleaning machines, holes are evenly distributed in water tank, so that ultrasonic wave can be completed simultaneously within 5 to 15 minutes without aid of cleaning agents.
3 10 common deburring methods
1. Manual deburring
This is a method generally adopted by general enterprises, using files, sandpaper, grinding head as auxiliary tools. Files have manual files and pneumatic misalignment.
Brief comment: Labor cost is relatively expensive, efficiency is not very high, and it is difficult to remove complex intersection hole. Technical requirements for workers are not very high, products with small burrs and simple product structures are suitable.
Brief comment: Labor cost is relatively expensive, efficiency is not very high, and it is difficult to remove complex intersection hole. Technical requirements for workers are not very high, products with small burrs and simple product structures are suitable.
2. Die deburring
Deburring is carried out by using a punch.
Comment: It requires a certain production cost of die (coarse die + fine die), and may also need to make a shaping die. Suitable for products with simple parting surfaces, efficiency and deburring effect are better than manual.
Comment: It requires a certain production cost of die (coarse die + fine die), and may also need to make a shaping die. Suitable for products with simple parting surfaces, efficiency and deburring effect are better than manual.
3. Grinding and deburring
Such deburring includes vibration, sand blasting, rollers and other methods, which are currently used by enterprises.
Comment: There is a problem that removal is not very clean, and it may require subsequent manual treatment of residual burrs or other methods to remove burrs. Suitable for small products with large batches.
Comment: There is a problem that removal is not very clean, and it may require subsequent manual treatment of residual burrs or other methods to remove burrs. Suitable for small products with large batches.
4. Frozen deburring
Use cooling to make burr brittle quickly, then spray projectile to remove burr.
Brief comment: Price of equipment is about RMB200,000 to 300,000; suitable for products with small burr wall thickness and small products.
Brief comment: Price of equipment is about RMB200,000 to 300,000; suitable for products with small burr wall thickness and small products.
5. Hot burst deburring
Also called thermal energy deburring, explosion deburring. By passing some flammable gas into an equipment furnace, then through some media and conditions, gas explodes instantly, energy generated by explosion is used to dissolve and remove burrs.
Brief comment: Equipment is expensive (millions of prices), requires high operation technology, low efficiency, and side effects (rust, deformation); it is mainly used in the field of high-precision parts, such as automotive and aerospace precision parts.
Brief comment: Equipment is expensive (millions of prices), requires high operation technology, low efficiency, and side effects (rust, deformation); it is mainly used in the field of high-precision parts, such as automotive and aerospace precision parts.
6. Engraving machine deburring
Comment: Price of equipment is not very expensive (tens of thousands), which is suitable for simple space structure, required deburring position is simple and regular.
7. Chemical deburring
Using principle of electrochemical reaction, parts made of metal materials can be deburred automatically and selectively.
Comment: It is suitable for internal burrs that are difficult to remove, suitable for small burrs (thickness less than 7 wires) of pump bodies, valve bodies and other products.
Comment: It is suitable for internal burrs that are difficult to remove, suitable for small burrs (thickness less than 7 wires) of pump bodies, valve bodies and other products.
8. Electrolytic deburring
An electrolytic machining method that uses electrolysis to remove burrs from metal parts.
Brief comment: Electrolyte is corrosive, and parts near burrs are also subject to electrolysis. Surface will lose original gloss and even affect dimensional accuracy. Workpiece should be cleaned and rust-proofed after deburring. Electrolytic deburring is suitable for removing burrs in hidden parts of cross holes or complex shaped parts in parts. Production efficiency is high, and deburring time generally only takes a few seconds to tens of seconds. It is suitable for deburring gears, connecting rods, valve bodies and crankshaft oil passage openings, as well as sharp corner rounding.
Brief comment: Electrolyte is corrosive, and parts near burrs are also subject to electrolysis. Surface will lose original gloss and even affect dimensional accuracy. Workpiece should be cleaned and rust-proofed after deburring. Electrolytic deburring is suitable for removing burrs in hidden parts of cross holes or complex shaped parts in parts. Production efficiency is high, and deburring time generally only takes a few seconds to tens of seconds. It is suitable for deburring gears, connecting rods, valve bodies and crankshaft oil passage openings, as well as sharp corner rounding.
9. Deburring with high-pressure water jet
Using water as a medium, it uses its instantaneous impact force to remove burrs and flash generated after processing, and can also achieve purpose of cleaning.
Comment: Equipment is expensive, mainly used in the heart of cars and hydraulic control systems of construction machinery.
10. Ultrasonic deburring
Ultrasonic waves generate instantaneous high pressure to remove burrs.
Brief comment: It is mainly aimed at some microscopic burrs. Generally, if burrs need to be observed with a microscope, you can try to remove them with ultrasound.
Brief comment: It is mainly aimed at some microscopic burrs. Generally, if burrs need to be observed with a microscope, you can try to remove them with ultrasound.
Recommended
Related
- Motor Support Plate Die-Casting Process Design and Optimization07-29
- A Comprehensive Guide to Hot Runner Thermostats in Injection Molds: How Experts Choose, Use, and Rep07-29
- Hydraulic Cylinder Core Pulling Design Considerations07-28
- Interpreting Four Key Parameters of Injection Molding and Their Impact on Product Quality07-28
- Taking silicone oil fan clutch housing as an example, let's discuss analytical logic of leakage07-27