
Why do we need inserts in mold design?
Time:2020-05-27 08:57:37 / Popularity: / Source:

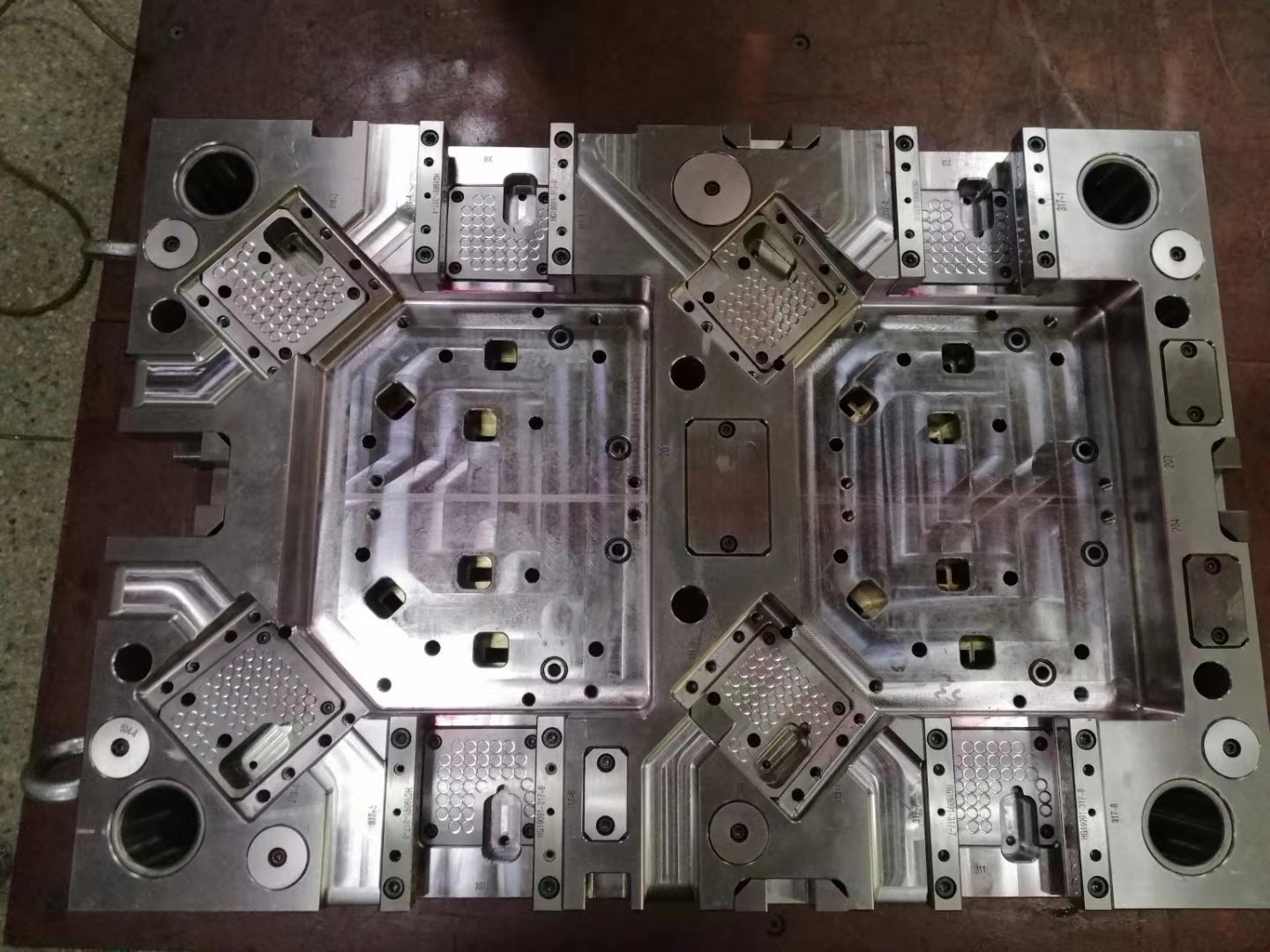
First, first introduce what is called insert?
Insert is a term for mold. It specifically refers to mold parts used for inlaying in mold core in mold. Inserts can be square, round, sheet. Like all mold parts, requirements for precision are very high. Generally there is no finished product, which can be customized according to needs of mold.Types of inserts: pins, inserts, columns, rings, etc .;
Material: SKD61, SKH51, ASP23, SKD11, etc., or same material as corresponding mold core;
Hardness: above 50HRC;
Standard accuracy: ± 0.01mm, depending on specific mold accuracy requirements.
Second, then question comes, under what circumstances do we need to make inserts?
1. Save mold materials
Everyone knows that when ordering mold material, a piece of steel with a relatively regular shape is ordered. However, material of front and rear molds is determined by the highest point, so whether it is front mold or rear mold, if one part is relatively high relative to other places, height of mold core can be reduced by making inserts in this place, so that mold core does not need to be ordered so high, thereby saving mold materials.2. Easy to modify
Where mold is often modified, it can be dismantled to make inserts. In the future, as long as inserts are replaced when mold is changed, even more spare parts of inserts can be replaced when mold is ordered, which is convenient for modifying mold. For example, some ODM manufacturers have same product appearance, just change LOGO to become a product of another brand. At this time, mold can be removed in the place of LOGO to make inserts, so there is no need to reopen a set of molds.3. Conducive to exhaust of mold
Mold exhaust is very important. If exhaust is not good, it will cause trapped air in mold cavity. Especially deeper bones are more likely to be trapped. Product is prone to air bubbles or shrinkage, lack of plastic, whitening or black spots during injection molding, so you can add inserts where mold needs to be vented, and use matching gap of inserts to vent.4. Convenient mold processing
We know that some of deep bones in injection mold are difficult to machine. If EDM is used, Everyone knows that EDM processing is the slowest and processing efficiency is too low. Therefore, inserts are generally selected here to reduce processing difficulty and facilitate exhaust. There is also polishing of deep bones. It is quite inconvenient to polish the places that must be polished. However, it is much more convenient to make inserts in these places and remove it separately.5. Increase service life of mold
In general, where mold needs to be designed with inserts, it is often easy to damage, such as some sharp steel and thin steel. Once insert is damaged, it can be replaced to prolong service life of mold.6. Conduction mold temperature
In general, mold is cooled by designing waterway, but there are some places where waterway cannot be designed. These places can be cooled by making inserts. Of course, material of insert must be selected to have better thermal conductivity such as beryllium copper.Thirdly, of course, there are certain defects in mold inserts, such as following:
1. Increase difficulty of mold assembly;2. It is easy to produce overflow flashes around inserts;
3. Mold insert structure sometimes increases mold design and processing costs, thereby increasing costs;
4. Too many mosaic structures will affect design of mold cooling water circuit;
5. Too much mosaic structure will affect strength of mold core.
From aspect of processing efficiency, some large molds are set into several small pieces and processed separately to save time. In general, there are two types of inserts, through and blind inlays. For some smaller inserts, you can use Y-CUT wire cutting and positioning by hanging table. For some larger inserts, such as those above 60X60, they can take form of blind inlays, with reeling hanging. Processing is relatively difficult, but strength of mold is guaranteed.
Material of inserts: Inserts that are not wiped through can be made of same material and mold material.
If there are penetrating inserts, material can be same as material of mold core, but hardness is increased by 2 degrees, or a different hardness material
Then, when designing hanging platform, pay attention to ease of processing and reference position, in order to facilitate wire cutting and grinding machine processing. Size of hanging platform can generally be designed as 5X2.0MM or 4X3MM
And hanging platform should be placed in straight position of insert, as shown in figure
Hanging platform should be shorter than flat side by 0.5-2.0, this is for convenience of cutting R angle.
When insert is irregular and unsuitable for hanging, you can make a 1-2 degree slope around it and insert it directly. This is slope insert.
Forth, Summary
Insert is already a very common structure on mold. Although it is defective, advantages are also obvious. When designing mold, you should judge which parts need to be inserted according to specific product structure and which parts can be left intact. When making inserts, it should also be noted that there are usually insert marks or insert lines in the place where inserts are made. Customer needs to confirm whether they can accept.Recommended
Related
- A Comprehensive Guide to Hot Runner Thermostats in Injection Molds: How Experts Choose, Use, and Rep07-29
- Hydraulic Cylinder Core Pulling Design Considerations07-28
- Interpreting Four Key Parameters of Injection Molding and Their Impact on Product Quality07-28
- Taking silicone oil fan clutch housing as an example, let's discuss analytical logic of leakage07-27
- In-depth Study of Mold Gate Design07-27