
Plastic Form Filling Moldflow Analysis and Application
Time:2020-05-20 09:43:07 / Popularity: / Source:
In traditional mold design and manufacturing process, because professional CAE software is not used, it is necessary to carry out multiple trials and mold repairs after mold is finished. In many cases, it involves modification of overall design, thereby making a large degree of change to mold, resulting in repeated repairs and trials. Moreover, repeated mold repair will cause changes in internal quality of mold (such as occurrence of internal stress), resulting in a decrease in performance of entire mold, so that quality of final plastic product cannot meet standard, and there is a possibility that mold is completely scrapped. Use of computer-aided CAE technology not only increases success rate of a test pattern, but also greatly improves quality, performance and cost of mold design and manufacturing. Before using computer-aided CAE technology, it is necessary to diagnose and repair mesh defects, reduce maximum aspect ratio to 8~10, and change number of free and intersecting edges, overlapping cells and intersecting cells of entire mesh to 0. Finally, check connectivity between flow channel and mesh.
Computer Aided Engineering Analysis (CAE)
CAE technology is a new technology that is driven by improvement of CAD/CAM technology level, based on high-performance computer and graphic display equipment, theory of boundary element, finite element, structural optimization design and modal analysis in computational mechanics. During injection molding process, flow and shape of plastic in cavity are related to a series of factors such as material properties, product shape, molding temperature, molding speed, molding pressure, molding time, cavity surface condition and mold design. Therefore, for trial production of new products or some products with complex shapes, high quality and precision requirements, even experienced process and mold designers can hardly guarantee a successful design of a qualified mold. Therefore, after basic design of mold is completed, defects in the design can be found through injection molding analysis, thereby ensuring rationality of mold design, improving success rate of mold test, and reducing production cost of enterprise.
Contents and results of MOLDFLOW analysis provide reliable and optimized reference data for mold design and manufacturing, including: 1 balance of casting system, number, position and size of gates; 2 position prediction of weld lines; 3 temperature change inside cavity; 4 injection pressure during injection molding and pressure loss of molten material during filling; 5 temperature change of molten material; 6 shear stress, shear rate. According to MOLDFLOW analysis results of injection molding, it can be judged whether design of mold and its casting system is reasonable. Some of basic principles are as follows: 1 Pressure difference of each flow channel should be relatively small, and pressure loss should be basically same; 2 Whole pouring system should be basically same. That is, molten material body should be reached at the same time, and the cavity should be filled at the same time; 3 cavity should be filled at the same time; 4 Filling time should be as short as possible, overall injection pressure and pressure loss should be small; 5 Temperature gradient of molten body at the end of filling is not large; 6 Weld line and cavitation position are reasonable, product quality is not affected.
Contents and results of MOLDFLOW analysis provide reliable and optimized reference data for mold design and manufacturing, including: 1 balance of casting system, number, position and size of gates; 2 position prediction of weld lines; 3 temperature change inside cavity; 4 injection pressure during injection molding and pressure loss of molten material during filling; 5 temperature change of molten material; 6 shear stress, shear rate. According to MOLDFLOW analysis results of injection molding, it can be judged whether design of mold and its casting system is reasonable. Some of basic principles are as follows: 1 Pressure difference of each flow channel should be relatively small, and pressure loss should be basically same; 2 Whole pouring system should be basically same. That is, molten material body should be reached at the same time, and the cavity should be filled at the same time; 3 cavity should be filled at the same time; 4 Filling time should be as short as possible, overall injection pressure and pressure loss should be small; 5 Temperature gradient of molten body at the end of filling is not large; 6 Weld line and cavitation position are reasonable, product quality is not affected.
Importance of injection molding process parameters
In injection molding production, plastic raw materials, injection molding equipment and molds are three essential material conditions. Technical method of linking these three to form a certain production capacity is injection molding process. It is generally considered that there are many factors affecting quality of injection molding, but after determination of plastic raw materials, injection molding machines and mold structures, selection and control of injection molding process conditions become main factor determining quality of molding. In general, there are three major process conditions throughout injection molding cycle, namely temperature, pressure and time.
Temperature conditions of injection molding mainly refer to melt temperature (material temperature) and mold temperature (mold temperature). Temperature of material affects melt plasticization and injection molding process, while mold temperature affects filling and Cooling. Pressures that need to be selected and controlled during injection molding process include injection, holding, and plasticizing pressure. Among them, injection pressure and speed complement each other, which is decisive for flow and filling of plastic melt; holding pressure and holding time are closely related, mainly affecting cavity pressure and final molding quality; plasticizing pressure affects plasticizing process, plasticizing effect and plasticizing ability, and is related to screw speed. Injection molding cycle refers to time required to complete an injection molding process. It includes all time problems in injection molding process, which is directly related to production efficiency, including injection time, pressure holding cooling time and other operation time. In MPI system, three influencing factors of injection molding process, and mutual relationship between them have a good representation and control method, which can be basically expressed in analysis and simulation process.
Temperature conditions of injection molding mainly refer to melt temperature (material temperature) and mold temperature (mold temperature). Temperature of material affects melt plasticization and injection molding process, while mold temperature affects filling and Cooling. Pressures that need to be selected and controlled during injection molding process include injection, holding, and plasticizing pressure. Among them, injection pressure and speed complement each other, which is decisive for flow and filling of plastic melt; holding pressure and holding time are closely related, mainly affecting cavity pressure and final molding quality; plasticizing pressure affects plasticizing process, plasticizing effect and plasticizing ability, and is related to screw speed. Injection molding cycle refers to time required to complete an injection molding process. It includes all time problems in injection molding process, which is directly related to production efficiency, including injection time, pressure holding cooling time and other operation time. In MPI system, three influencing factors of injection molding process, and mutual relationship between them have a good representation and control method, which can be basically expressed in analysis and simulation process.
Plastic case MPI/Flow analysis case
Plastic part is rear form, material is PP+ color masterbatch, color is blue, and cavity is one cavity.
Modeling
Plastic parts were modeled using PRO/E software, imported into MPI software in STL format, and analyzed using Fusion. It is worth mentioning that plastic parts are very difficult to form because of grid parts. In order to ensure complete molding of plastic parts, it is decided to adopt a multi-point balanced feeding casting system (as shown in Fig. 1).

Process conditions
Common injection molding process requirements are:
Conductivity 0.170000 W/m/deg.C
Specific Heat 2760.000000 J/kg/deg.C
Melt Density 0.86023 g/cm3
Ejection Temperature 100.000000 deg.C
Melt Temperature Maximum 250.000000 deg.C
Melt Temperature Minimum 220.000000 deg.C
Melt Temperature Suggested 235.000000 deg.C
Generic Mold Temperature Minimum 30.000000 deg.C
Generic Mold Temperature Maximum 60.000000 deg.C
Generic Mold Temperature Suggested 50.000000 deg.C
Melt Temperature Absolute Maximum 280.000000 deg.C
Generic Maximum Shear Stress 0.250000 MPa
Generic Maximum Shear Rate 50000.000000 1/s
Mold Temperature (Target) 50.0 deg.C
Melt Temperature 235.0 deg.C
Injection Time 2.407 sec
Max. Inject Pressure 120 MPa
Conductivity 0.170000 W/m/deg.C
Specific Heat 2760.000000 J/kg/deg.C
Melt Density 0.86023 g/cm3
Ejection Temperature 100.000000 deg.C
Melt Temperature Maximum 250.000000 deg.C
Melt Temperature Minimum 220.000000 deg.C
Melt Temperature Suggested 235.000000 deg.C
Generic Mold Temperature Minimum 30.000000 deg.C
Generic Mold Temperature Maximum 60.000000 deg.C
Generic Mold Temperature Suggested 50.000000 deg.C
Melt Temperature Absolute Maximum 280.000000 deg.C
Generic Maximum Shear Stress 0.250000 MPa
Generic Maximum Shear Rate 50000.000000 1/s
Mold Temperature (Target) 50.0 deg.C
Melt Temperature 235.0 deg.C
Injection Time 2.407 sec
Max. Inject Pressure 120 MPa
Simulation result
Filling process simulation can obtain filling time, filling pressure, temperature of melt front, pressure distribution at transition point, flow velocity of melt, molecular orientation, volume shear rate and shear stress, cavitation and weld line position. It is displayed visually on computer screen to help craftspeople find cause of defect.

Fill time analysis
As can be seen from Fig. 2, filling is balanced, but material filled in from two points on the right side is slightly slower, and position of gate is not moved to right surface. In this case, two gates on right side should be appropriately enlarged to increase molding speed and time on right side of product to ensure more uniform and reliable product filling.
Filling pressure analysis

It can be seen from Fig. 3 that plastic filling pressure is 43.93 MPa, and pressure distribution is relatively uniform, but pressure at right corner of end is slightly lower. However, by appropriately increasing two points on right side, molding quality of right side product is greatly improved. Pressure here refers to pressure at nozzle, not static pressure that injection molding machine can provide during injection molding.
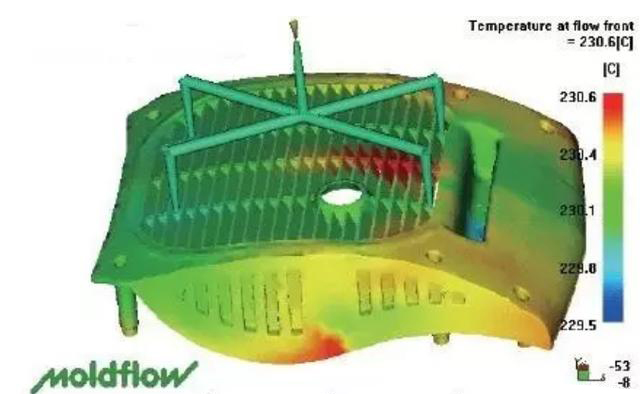
Temperature distribution analysis

It can be seen from Fig. 4 that maximum temperature drop of stream front is very small, about 1.1℃, so there is no short-shot and stress concentration, which means that surface quality of entire plastic part will be very well guaranteed.

Analysis of clamping force change
It can be seen from Figure 5 that maximum shrinkage force is 50 tons.
Volumetric shear rate analysis

Volumetric shear rate must be below allowable value (permitted value: 50000 1/sec) especially in gate area. If this limit is exceeded, material is prone to degradation. From volumetric shear rate of Figure 6, it is known that there is no problem with volumetric shear rate for this solution. In case there is a possibility of degradation, we can solve this problem by reducing injection rate and increasing size of gate. After application in practice, it is proved that volume shear rate of solution is not high and material does not degrade.
Wall shear stress analysis

Results of Figure 7 show distribution of wall shear stress during filling phase. Except for a very small area, value of most areas is acceptable. Usually if value exceeds limit of 0.25 MPa, material will be prone to degradation during filling stage.
Distress analysis

Results in Figure 8 show where trapped air is. All trapping gas appears at parting surface and filling end, so gas is easily released through gap of mold.
Weld line analysis
Weld line can easily reduce strength of product, especially if weld line is generated in part where product may be stressed, which may cause structural defects in product. At the same time, weld mark will also cause surface quality of product to be off. Since weld line is mainly caused by splitting of melt, casting system of mold has a great influence on generation of weld line. In this regard, in mold design process should minimize number of gates, reasonably set gate location, increase gate cross-sectional area, set auxiliary and branch runner. However, in this sub-mold design, since product is a multi-grid, molding is very difficult, and multi-point feeding must be used. Therefore, reducing number of weld lines in FIG. 9 can only be solved by other means. Solution is as follows: 1 to improve flow properties of melt and temperature of material; 2 to set a cold hole at the end of runner; 3 to adjust wall thickness of plastic part, maintain consistency of wall thickness, so as to avoid weld line in thin wall due to large mold filling resistance, which leads to plastic parts breaking at thin wall;; 4 improves exhaust effect of mold.

Switching point pressure analysis
V/P switching point pressure refers to pressure of melt in mold cavity during injection molding process from speed control to pressure control. Control of switching point has a great influence on injection molding process. As shown in FIG. 10, V/P conversion point position is 43.93 MPa. In this case, V/P conversion point is set by system automatic calculation. MPI system calculates V/P conversion when filling ratio is 97.66% (around 2.28s), pressure at the gate is reduced from 43.93 MPa to a holding pressure of 35.15 MPa after passing through switching point, and melt continues to fill entire cavity under pressure control.

Conclusion
MPI/Flow helps process personnel to find out causes of defects by simulating filling process, and proposes countermeasures and methods to eliminate defects, thereby shortening development cycle and cost of new products, improving production efficiency and quality of products, and ensuring production of high-quality plastic products.
Recommended
Related
- A Comprehensive Guide to Hot Runner Thermostats in Injection Molds: How Experts Choose, Use, and Rep07-29
- Hydraulic Cylinder Core Pulling Design Considerations07-28
- Interpreting Four Key Parameters of Injection Molding and Their Impact on Product Quality07-28
- Taking silicone oil fan clutch housing as an example, let's discuss analytical logic of leakage07-27
- In-depth Study of Mold Gate Design07-27