
Do you know what issues should be paid attention to when designing water transport for molds?
Time:2024-11-08 08:03:31 / Popularity: / Source:
As core part of mold, cooling system of injection mold is very important for the entire injection molding. Cooling system takes away all heat transferred from high-temperature plastic to mold as quickly as possible, thereby keeping temperature of mold within a certain range, cooling product quickly, and obtaining the best product quality.
In order to improve production efficiency and ensure product quality, design of injection mold cooling system should follow following principles:
01 Reasonably determine size and spacing of cooling water holes
Distribution of mold temperature is closely related to size and density of water pores. The larger diameter of cooling water holes, the denser arrangement of water holes, and the more uniform mold temperature distribution. Generally speaking, it is more common for center distance between pipes to be 3 to 5 times diameter. Cooling pipes shown in Figure 2-3a and b ensure uniform temperature distribution on the surface of mold cavity. However, in structure shown in Figure 2-3 c and d, due to large distance between cooling pipes, temperature distribution on the surface of mold cavity spans a large range, ranging from 45℃ to 61.66℃, causing uneven shrinkage of various parts of product.

02 Distance between cooling pipe and cavity surface should be reasonable
If distance is too large, thermal resistance will be large, which will reduce cooling efficiency; while if distance is too small, surface temperature of cavity will be uneven. According to experience, distance between cooling water channel and surface of mold cavity is between 1 and 2 times diameter of pipe. For parts with constant thickness, in order to achieve uniform cooling, distance from water hole to cavity surface should be equal. As shown in Figure 2-4, a is better than b. For parts with varying thicknesses, cooling should be strengthened at wall thickness. As shown in figure c is better than b.

03 Water materials are parallel to enhance cooling at gate.
Since melt is injected into cavity from gate, temperature near gate is the highest. It is necessary to strengthen cooling near gate, use this place as inlet of coolant, make the overall flow direction of cooling water tend to be same as flow direction of plastic melt (water and material are parallel). Figure 2-5a shows cooling water path arrangement with gate in the center; Figure 2-5b shows cooling water path arrangement of film gate.

04 Minimize temperature difference between outlet and inlet water of mold cooling pipe
Coolant has a heat-absorbing process in mold, and outlet water temperature is higher than inlet water temperature. However, if temperature difference between the two is too large, surface temperature of mold cavity will be uneven, which will cause uneven cooling of plastic parts. Especially for larger plastic parts, this effect will be more obvious. Therefore, in order to ensure that cooling rate of the entire product is approximately same, in addition to shortening cooling circuit, we can also effectively reduce temperature difference between inlet and outlet water of cooling pipe by reasonably arranging arrangement of cooling water channels. Cooling duct design in the form of Figure 2-6a is not very reasonable.

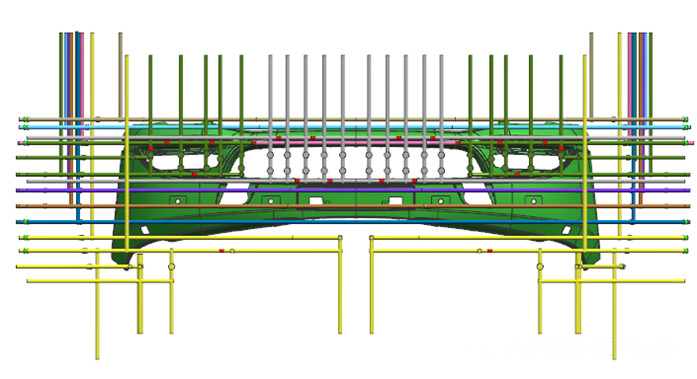
05 When laying out water channels, structure of plastic parts and properties of plastic should be considered.
For different plastic part structures, particularity of its size and shape should be taken into consideration when arranging cooling circuit. Figure 2-7a shows cooling circuit arrangement of thin-plate plastic parts. Cooling water holes of movable and fixed molds are arranged at equal distances from cavity; Figure 2-7b shows cooling water path arrangement of medium-thickness arc plastic parts. Cooling water holes in female mold are equidistant from cavity, and oblique holes are drilled in the punch to obtain a circuit similar in shape to cavity. Different plastics will have different shrinkage rates, and arrangement of cooling water channels will also be different.

1. Fixed mold cooling water path
2. One moving mold cooling water path
a) Cooling circuit arrangement of thin plate plastic parts
2. One moving mold cooling water path
a) Cooling circuit arrangement of thin plate plastic parts

1 one movable mold cooling water path 2 one fixed mold cooling water path
b) Cooling water path arrangement for medium-thickness arc-shaped plastic parts
Figure 2-7 Cooling water circuit arrangement
b) Cooling water path arrangement for medium-thickness arc-shaped plastic parts
Figure 2-7 Cooling water circuit arrangement
06 Joints of cooling water pipes should be designed on same side of mold
Cooling water channels are connected through hoses. In order to facilitate connection and reduce space, it is best to design them on same side of mold. Water pipe joint should be lower than outer surface of mold. This is to prevent mold handling joint from being damaged and affecting sealing of cooling water channel. At the same time, in order not to affect operation of staff, joints are generally set on the back of injection molding machine. Structural design of cooling water channel must pay attention to its processing technology, it must be easy to process and manufacture. Try to use simple processing techniques such as drilling. For built-in combined cooling water channels, attention should also be paid to water channel sealing to prevent cooling water from leaking into mold cavity and causing cavity corrosion.
Recommended
Related
- Motor Support Plate Die-Casting Process Design and Optimization07-29
- A Comprehensive Guide to Hot Runner Thermostats in Injection Molds: How Experts Choose, Use, and Rep07-29
- Hydraulic Cylinder Core Pulling Design Considerations07-28
- Interpreting Four Key Parameters of Injection Molding and Their Impact on Product Quality07-28
- Taking silicone oil fan clutch housing as an example, let's discuss analytical logic of leakage07-27