
Die-casting design specifications - design (Part 2)
Time:2024-06-21 09:20:49 / Popularity: / Source:
For previous article, please refer to Die-casting design specifications - design (Part 1).
This series mainly introduces specifications related to die-casting design, including an introduction to basic knowledge, material selection, structural design specifications, introduction to die-casting molds and materials, and how to self-check during structural design. Next, we will introduce them to you one by one. This article mainly introduces structural design specifications of die castings (Part 2). Details are as follows;
This series mainly introduces specifications related to die-casting design, including an introduction to basic knowledge, material selection, structural design specifications, introduction to die-casting molds and materials, and how to self-check during structural design. Next, we will introduce them to you one by one. This article mainly introduces structural design specifications of die castings (Part 2). Details are as follows;
1. Design principles of pillars
1) Avoid placing pillars and walls too close together or between pillars.
Design of pillars needs to follow principles of uniform wall thickness and avoiding excessive local wall thickness. Pillars should not be too close to wall of part, and distance between the two pillars should not be too close, so as not to cause local wall thickness of part to be too large, causing defects such as depressions, pores and shrinkage cavities in part, or causing mold to be too thin in parts and to weaken mold strength. low, short life and other problems. Design of pillar is shown in Figure 5-12.
2) Reduce height of pillars as much as possible
Height of pillars cannot be too large, otherwise strength of pillars will be low and it will be difficult to fill.
3) Add reinforcing ribs around pillars
Adding reinforcing ribs around pillars can improve strength of pillars and assist in filling of pillars.
4) Redesign tilt pillar to simplify mold structure
If pillar is inclined, reasonable design optimization can simplify mold structure and reduce mold cost, as shown in figure;
Design of pillars needs to follow principles of uniform wall thickness and avoiding excessive local wall thickness. Pillars should not be too close to wall of part, and distance between the two pillars should not be too close, so as not to cause local wall thickness of part to be too large, causing defects such as depressions, pores and shrinkage cavities in part, or causing mold to be too thin in parts and to weaken mold strength. low, short life and other problems. Design of pillar is shown in Figure 5-12.
2) Reduce height of pillars as much as possible
Height of pillars cannot be too large, otherwise strength of pillars will be low and it will be difficult to fill.
3) Add reinforcing ribs around pillars
Adding reinforcing ribs around pillars can improve strength of pillars and assist in filling of pillars.
4) Redesign tilt pillar to simplify mold structure
If pillar is inclined, reasonable design optimization can simplify mold structure and reduce mold cost, as shown in figure;

2. Rectangular holes and slots in die castings
Following table is recommended for design of rectangular holes and slots on die castings.

| Alloy category | Lead-tin alloy | Zinc alloy | Aluminum alloy | Magnesium alloy | Copper alloy |
| Minimum width b | 0.8 | 0.8 | 1.2 | 1.0 | 1.5 |
| Maximum depth H | ≈10 | ≈12 | ≈10 | ≈12 | ≈10 |
| Thickness h | ≈10 | ≈12 | ≈10 | ≈12 | ≈8 |
Note: When width b has a casting slope, value in the table is value at small end.
3. Inserts in die castings
Purpose of using inserts in die castings:
① Improve and enhance local process performance of castings, such as strength, hardness, wear resistance, etc.;
② Some parts of casting are too complex, such as depth of hole, inner concave surface, etc., so inserts cannot be removed from core;
③ Several parts can be cast into one.
Considerations when designing die castings with inserts:
① Connection between insert and die-casting part must be firm, and it is required to have grooves, bulges, knurling, etc. on insert;
② Insert must avoid sharp corners to facilitate placement and prevent stress concentration in casting;
③ Stability of positioning of insert on mold must be considered to meet matching requirements within mold;
④ Metal layer of outsourcing insert should not be less than 1.5~2mm;
⑤ Number of inserts on casting should not be too many;
⑥ If there is severe galvanic corrosion between casting and insert, surface of insert needs to be protected by coating;
⑦ Castings of inserts should avoid heat treatment to avoid volume changes caused by phase change of two metals and loosening of inserts.
① Improve and enhance local process performance of castings, such as strength, hardness, wear resistance, etc.;
② Some parts of casting are too complex, such as depth of hole, inner concave surface, etc., so inserts cannot be removed from core;
③ Several parts can be cast into one.
Considerations when designing die castings with inserts:
① Connection between insert and die-casting part must be firm, and it is required to have grooves, bulges, knurling, etc. on insert;
② Insert must avoid sharp corners to facilitate placement and prevent stress concentration in casting;
③ Stability of positioning of insert on mold must be considered to meet matching requirements within mold;
④ Metal layer of outsourcing insert should not be less than 1.5~2mm;
⑤ Number of inserts on casting should not be too many;
⑥ If there is severe galvanic corrosion between casting and insert, surface of insert needs to be protected by coating;
⑦ Castings of inserts should avoid heat treatment to avoid volume changes caused by phase change of two metals and loosening of inserts.
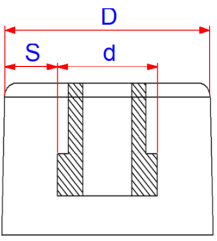
| Insert diameter d | Minimum thickness of surrounding metal layer s | Outer diameter of surrounding metal layer D |
| 1 | 1.0 | 3 |
| 3 | 1.5 | 6 |
| 5 | 2 | 9 |
| 8 | 2.5 | 13 |
| 11 | 2.5 | 16 |
| 13 | 3 | 19 |
| 16 | 3 | 22 |
| 18 | 3.5 | 25 |
Insert design dimensions are shown in the table below
4. Character design
It is better for characters to protrude from die-casting surface than for characters to be sunken into die-casting surface. Characters protrude from surface of die-casting parts, corresponding to depressions on mold, which results in lower mold processing costs and lower mold maintenance costs. If characters are recessed on the surface of die-casting part, they will be protruding on mold. Metal around characters on mold needs to be removed. Mold processing cost is relatively high and mold maintenance cost is high.
Size of characters needs to ensure that characters can be filled smoothly. Minimum character width w=0.25mm, height H=0.25~0.50mm, and demoulding slope θ of 10, as shown in figure. Characters are generally not placed on side walls. This will cause characters to be buckled and unable to be demoulded.
Size of characters needs to ensure that characters can be filled smoothly. Minimum character width w=0.25mm, height H=0.25~0.50mm, and demoulding slope θ of 10, as shown in figure. Characters are generally not placed on side walls. This will cause characters to be buckled and unable to be demoulded.

5. Die-casting thread and gear design
Die cast thread design
1) External threads can be cast. Due to needs of casting or mold structure, when using a two-half threaded ring, a machining allowance of 0.2~0.3mm needs to be left. Minimum thread pitch that can be cast is 0.75mm, minimum thread outer diameter is 6mm, and maximum thread length is 8 times pitch.
2) Although internal threads can be cast, mechanical devices must be used to rotate core in die-casting mold, making mold structure more complex and increasing costs. Therefore, bottom hole is generally cast first, and then internal thread is machined.
1) External threads can be cast. Due to needs of casting or mold structure, when using a two-half threaded ring, a machining allowance of 0.2~0.3mm needs to be left. Minimum thread pitch that can be cast is 0.75mm, minimum thread outer diameter is 6mm, and maximum thread length is 8 times pitch.
2) Although internal threads can be cast, mechanical devices must be used to rotate core in die-casting mold, making mold structure more complex and increasing costs. Therefore, bottom hole is generally cast first, and then internal thread is machined.
| Alloy | Minimum pitch (P) | Minimum thread outer diameter | Maximum thread length | ||
| Zinc | 0.75 | Inside | Outside | Inside | Outside |
| 6 | 10 | 8P | 5P | ||
| Aluminum | 1 | 10 | 20 | 6P | 4P |
Die cast gear design
Minimum module m of die-cast gears is generally:
Zinc alloy m=0.3
Aluminum, magnesium alloy m=0.5
Copper alloy m=1.5
For gears with high precision requirements, a machining allowance of 0.2~0.3mm should be left on tooth surface.
Minimum module m of die-cast gears is generally:
Zinc alloy m=0.3
Aluminum, magnesium alloy m=0.5
Copper alloy m=1.5
For gears with high precision requirements, a machining allowance of 0.2~0.3mm should be left on tooth surface.
6. Machining allowance of die castings
Machining of die castings should be avoided as much as possible because:
1) Die-casting parts can achieve high dimensional accuracy and appearance surface quality. When designing products, loose dimensional and surface quality requirements can be put forward for die-casting parts to avoid mechanical processing.
2) Surface layer of die casting is solid and dense, has high mechanical properties. Mechanical processing may damage surface dense layer of die castings.
3) There are sometimes pores inside die-casting parts. Pores are exposed after machining, which will affect application of parts.
4) Mechanical processing will significantly increase cost of parts
In order to improve dimensional accuracy and appearance quality of die castings, some parts of parts can be machined appropriately.
Recommended machining allowance and deviation (mm)
1) Die-casting parts can achieve high dimensional accuracy and appearance surface quality. When designing products, loose dimensional and surface quality requirements can be put forward for die-casting parts to avoid mechanical processing.
2) Surface layer of die casting is solid and dense, has high mechanical properties. Mechanical processing may damage surface dense layer of die castings.
3) There are sometimes pores inside die-casting parts. Pores are exposed after machining, which will affect application of parts.
4) Mechanical processing will significantly increase cost of parts
In order to improve dimensional accuracy and appearance quality of die castings, some parts of parts can be machined appropriately.
Recommended machining allowance and deviation (mm)
| Basic size | ≤100 | >100~250 | >250 ~400 | >400~630 | >630 ~1000 | |||||
| Margin per side | 0.5 | +0.4-0.1 | 0.75 | +0.5-0.2 | 1 | +0.5-0.3 | 1.5 | +0.6-0.3 | 2 | +1-0.4 |
Recommended reaming machining allowance (mm)
| Nominal bore diameter D | ≤6 | >6~10 | >10~18 | >18~30 | >30 ~50 | >50 ~60 |
| Reaming allowance | 0.05 | 0.1 | 0.15 | 0.2 | 0.25 | 0.3 |
7. Surface roughness of die castings
Surface roughness of die castings should comply with requirements of "GB/T 6060.1 Casting Surface". According to usage requirements, die castings can be divided into three levels, as shown in table.
Table 3-42 Surface quality classification of die castings
Table 3-42 Surface quality classification of die castings
| Surface quality level | Scope of use | Roughness |
| 1 | Surfaces with high coating process requirements, chrome-plated, polished, and ground surfaces, mating surfaces with relative motion, surfaces in dangerous stress areas, etc. | Ra3.2μm |
| 2 | Surfaces with general coating requirements or sealing requirements: galvanized anodizing, greasing of paint parts, and assembly contact surfaces | Ra6.3μm |
| 3 | Protective coated surfaces and fastening contact surfaces, painted surfaces and other surfaces | Ra12.6μm |
General tolerance level of die castings is IT13~IT15 in GB/T1800-2009. Higher precision can reach IT10IT11. Surface roughness Ra=3.2~1.6um, and local part can reach 0.8um.
8. Tolerance level and accuracy of die castings
There are many factors that affect dimensional accuracy, such as structural characteristics of structural parts, mechanism and manufacturing tolerances of die-casting mold, performance and process parameters of die-casting machine, shrinkage rate of die-casting material, etc. When designing, it is necessary to consider mold after trial. There is room for modification and it is easy to modify. Generally, size principle is followed, that is, hole size should be larger than small, and shaft size should be small rather than large. For detailed design, please refer to GB/T 6414-2017 "Castings Dimensional Tolerances and Machining Allowances".
Die casting tolerances
Tolerances of die castings are shown in the table.
Die casting tolerances
Tolerances of die castings are shown in the table.
| Size | Aluminum-magnesium alloy | Zinc alloy | Aluminum-magnesium alloy | Zinc alloy |
| Important dimensional tolerances | Non-critical dimensional tolerances | |||
| ≤25 | ±0.10 | ±0.08 | ±0.25 | ±0.25 |
| >25-300, each additional 25mm, tolerance increases | ±0.038 | ±0.025 | ±0.05 | ±0.038 |
| >300, each additional 25mm, tolerance increases | ±0.025 | ±0.025 | ±0.025 | ±0.025 |
Additional tolerance when linear dimensions are affected by parting surface
Some of structural dimensions of die-casting parts are affected by parting surface or movable parts. Accuracy requirements of these dimensions should take into account additional tolerances caused by influence of movable parts. That is, accuracy requirements of this part of dimensions must not be higher than additional tolerance value. See table
Some of structural dimensions of die-casting parts are affected by parting surface or movable parts. Accuracy requirements of these dimensions should take into account additional tolerances caused by influence of movable parts. That is, accuracy requirements of this part of dimensions must not be higher than additional tolerance value. See table
| Projected area of casting on parting surface (mm°) | Accessory tolerance (increase or decrease in mm) | ||
| Zinc alloy | Aluminum alloy | Copper alloy | |
| 0~150 | 0.08 | 0.1 | 0.1 |
| >150~300 | 0.1 | 0.15 | 0.15 |
| >300-600 | 0.15 | 0.2 | 0.2 |
| >600~1200 | 0.2 | 0.3 | |
Note: During calculation, additional tolerances are added to basic dimensional tolerances as specified in the table above. Whether additional tolerance is an increment or a decrement depends on change in linear dimensions of die casting itself affected by above factors.
Additional tolerances for mold moving parts
Additional tolerances for movable parts of mold are shown in the table.
Additional tolerances for mold moving parts
Additional tolerances for movable parts of mold are shown in the table.
| Projected area of movable parts of mold (mm2) | Additional tolerance (add or subtract mm) | ||
| Zinc alloy | Aluminum alloy | Copper alloy | |
| 0~30 | 0.1 | 0.15 | 0.25 |
| >30~100 | 0.15 | 0.2 | 0.35 |
| >100 | 0.2 | 0.3 | |
Dimensional tolerance of center distance between holes in die castings
Dimensional tolerance of center distance between holes on die casting is shown in the table.
Dimensional tolerance of center distance between holes on die casting is shown in the table.
| Basic size casting material | ≤18 | >18~30 | >30~50 | >50~80 | >80~120 | >120~160 | >160~210 | >210~260 | >260~310 | >310~360 |
| Zinc alloy, aluminum alloy | 0.10 | 0.12 | 0.15 | 0.23 | 0.30 | 0.35 | 0.40 | 0.48 | 0.56 | 0.65 |
| Aluminum alloy, copper alloy | 0.16 | 0.20 | 0.25 | 0.35 | 0.48 | 0.60 | 0.78 | 0.92 | 1.08 | 1.25 |
Die casting design tolerance requirements:
(1) Reduce tolerance of die castings as much as possible
Under condition of meeting performance of parts, try to use loose die casting tolerances. Strict tolerances will increase cost of parts;
a) Strict part tolerances will inevitably mean strict mold tolerances, and mold costs will inevitably increase.
b) Life of die-casting mold will be shortened due to excessive tolerance requirements.
c) In order to maintain strict part dimensional tolerances, die-casting molds must be regularly maintained and replaced.
d) Use more die-casting mold parts and high-frequency die-casting mold dimensional inspection to ensure tight tolerances of parts, which will increase part costs.
e) Higher defective rate of die castings and increased parts costs.
(2) Reasonable selection of parting lines
Reasonable selection of parting line improves accuracy of dimensions of important parts, as shown in figure.
a) If concentricity of D1 and D2 is important, choose C-C as parting line.
b) If concentricity of D1 and D3 is important, select BB as parting line.
c) If you need to ensure that diameter of D1 is consistent at the left or right end, select A-A as parting line.
(1) Reduce tolerance of die castings as much as possible
Under condition of meeting performance of parts, try to use loose die casting tolerances. Strict tolerances will increase cost of parts;
a) Strict part tolerances will inevitably mean strict mold tolerances, and mold costs will inevitably increase.
b) Life of die-casting mold will be shortened due to excessive tolerance requirements.
c) In order to maintain strict part dimensional tolerances, die-casting molds must be regularly maintained and replaced.
d) Use more die-casting mold parts and high-frequency die-casting mold dimensional inspection to ensure tight tolerances of parts, which will increase part costs.
e) Higher defective rate of die castings and increased parts costs.
(2) Reasonable selection of parting lines
Reasonable selection of parting line improves accuracy of dimensions of important parts, as shown in figure.
a) If concentricity of D1 and D2 is important, choose C-C as parting line.
b) If concentricity of D1 and D3 is important, select BB as parting line.
c) If you need to ensure that diameter of D1 is consistent at the left or right end, select A-A as parting line.

For further read, please refer to Die-casting design specifications—structural design self-inspection.
Last article:Breast shield mold design based on UG
Next article:Automobile headlight injection molding series-plastic materials
Recommended
Related
- A Comprehensive Guide to Hot Runner Thermostats in Injection Molds: How Experts Choose, Use, and Rep07-29
- Hydraulic Cylinder Core Pulling Design Considerations07-28
- Interpreting Four Key Parameters of Injection Molding and Their Impact on Product Quality07-28
- Taking silicone oil fan clutch housing as an example, let's discuss analytical logic of leakage07-27
- In-depth Study of Mold Gate Design07-27